|
उत्पाद विवरण:
|
| स्थिति: | नया | पाउडर की स्थिति: | 380V / 50HZ या अनुकूलित |
|---|---|---|---|
| क्षमता: | 150-220 किग्रा / एच या अनुकूलित | पाइप व्यास: | 20-110 मिमी या अनुकूलित |
| उपयुक्त सामग्री: | एचडीपीई पीपीआर एलडीपीई एलएलडीपीई | ||
| प्रमुखता देना: | प्लास्टिक पीपीआर पाइप उत्पादन लाइन 20 मिमी,पीपीआर पाइप उत्पादन लाइन 110 मिमी,110 मिमी पीपीआर पाइप एक्सट्रूडर मशीन |
||
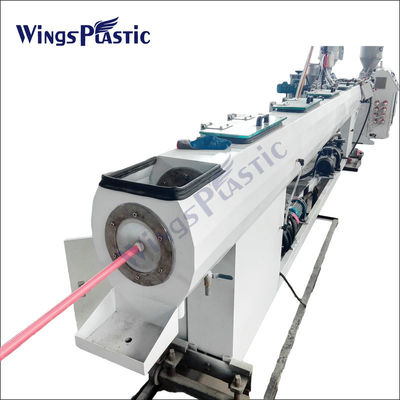
प्लास्टिक पीपीआर पाइप एक्सट्रूडर मशीन उत्पादन लाइन
उत्पादन प्रवाह:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
पीपीआर पाइपों की उत्पादन प्रक्रिया में आने वाली समस्याओं को कैसे हल किया जाए
1ट्यूब की सतह पर जले हुए निशान शरीर या नाक पर अत्यधिक तापमान के कारण हो सकते हैं; मशीन के सिर और फिल्टर को अच्छी तरह से साफ नहीं किया जाता है;दानेदार सामग्री में अशुद्धियाँकच्चे माल की खराब थर्मल स्थिरता या थर्मल स्थिरता की अपर्याप्त खुराक; तापमान नियंत्रण उपकरण खराब है।
2पाइप की सतह पर काले धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार धारीदार
3पाइप की सतह पर चमक की कमी कम या उच्च मोल्ड तापमान के कारण हो सकती है।
4. पाइप की सतह पर झुर्रियां मोल्ड के आसपास असमान तापमान के कारण हो सकती हैं; ठंडा पानी बहुत गर्म है; कर्षण बहुत धीमा है।
5. पाइप की आंतरिक दीवार की कठोरता कोर रॉड के कम तापमान के कारण हो सकती है; शरीर का तापमान बहुत कम है; पेंच का तापमान बहुत अधिक है।
6पाइप की आंतरिक दीवार पर दरारें सामग्री में अशुद्धियों के कारण हो सकती हैं; कोर रॉड का तापमान बहुत कम है; शरीर का तापमान कम है; कर्षण गति बहुत तेज है।
7पाइप की आंतरिक दीवार में असमानता हो सकती है, जिसके परिणामस्वरूप अत्यधिक उच्च पेंच तापमान हो सकता है; पेंच की गति बहुत तेज है।
8पाइप की आंतरिक दीवार पर बुलबुले हो सकते हैं, जो नम हो सकते हैं।
9. पाइप की दीवार की असमान मोटाई के कारण मुंह के मोल्ड और कोर मोल्ड का संरेखण नहीं हो सकता है; असमान सिर का तापमान; अस्थिर कर्षण; संपीड़ित हवा अस्थिर है।
10. पाइप झुकने के परिणामस्वरूप असमान दीवार मोटाई हो सकती है; मशीन सिर के चारों ओर असमान तापमान; मशीन सिर और कर्षण काटने के केंद्र के शीतलन ग्रूव संरेखित नहीं हैं;शीतलन नाली के दोनों सिरों पर छेद समकक्ष नहीं हैं.
11. शरीर के अपर्याप्त प्लास्टिसिजेशन के कारण उत्पाद भंगुर हो सकता है; पेंच की गति बहुत तेज है; सिर का तापमान बहुत कम है; राल चिपचिपाहट बहुत अधिक है।
12. पाइप के अनुदैर्ध्य या अनुप्रस्थ संकुचन के परिणामस्वरूप आकार के आस्तीन के व्यास और मर के आंतरिक व्यास (अनुप्रस्थ) के बीच एक बड़ा रेडियल अंतर हो सकता है;कर्षण गति बहुत अधिक है (अनुदैर्ध्य).
13अचानक धीमी गति से निर्वहन के परिणामस्वरूप पेंच फ़ीडिंग सेक्शन में उच्च तापमान हो सकता है; धड़ में पानी का प्रवेश; मशीन के सिर में पिघलने का दबाव कम है।
![]()

मशीन के बारे में बुनियादी जानकारी:
| एक्सट्रूडर का आकार | मुख्य मोटर | अधिकतम क्षमता | पाइप व्यास |
| 65/33 | 37 किलोवाट | 150 किलोग्राम/घंटा | 16-63 मिमी |
| 65/33-एच | 45 किलोवाट | 180 किलोग्राम/घंटा | 16-63 मिमी |
| 65/33-एच | 55 किलोवाट | 200 किलोग्राम/घंटा | 20-110 मिमी |
![]()
व्यक्ति से संपर्क करें: Mr. Wang
दूरभाष: +86 15092066953
फैक्स: 86--532-87252290


 Hindi
Hindi